Описание процесса:
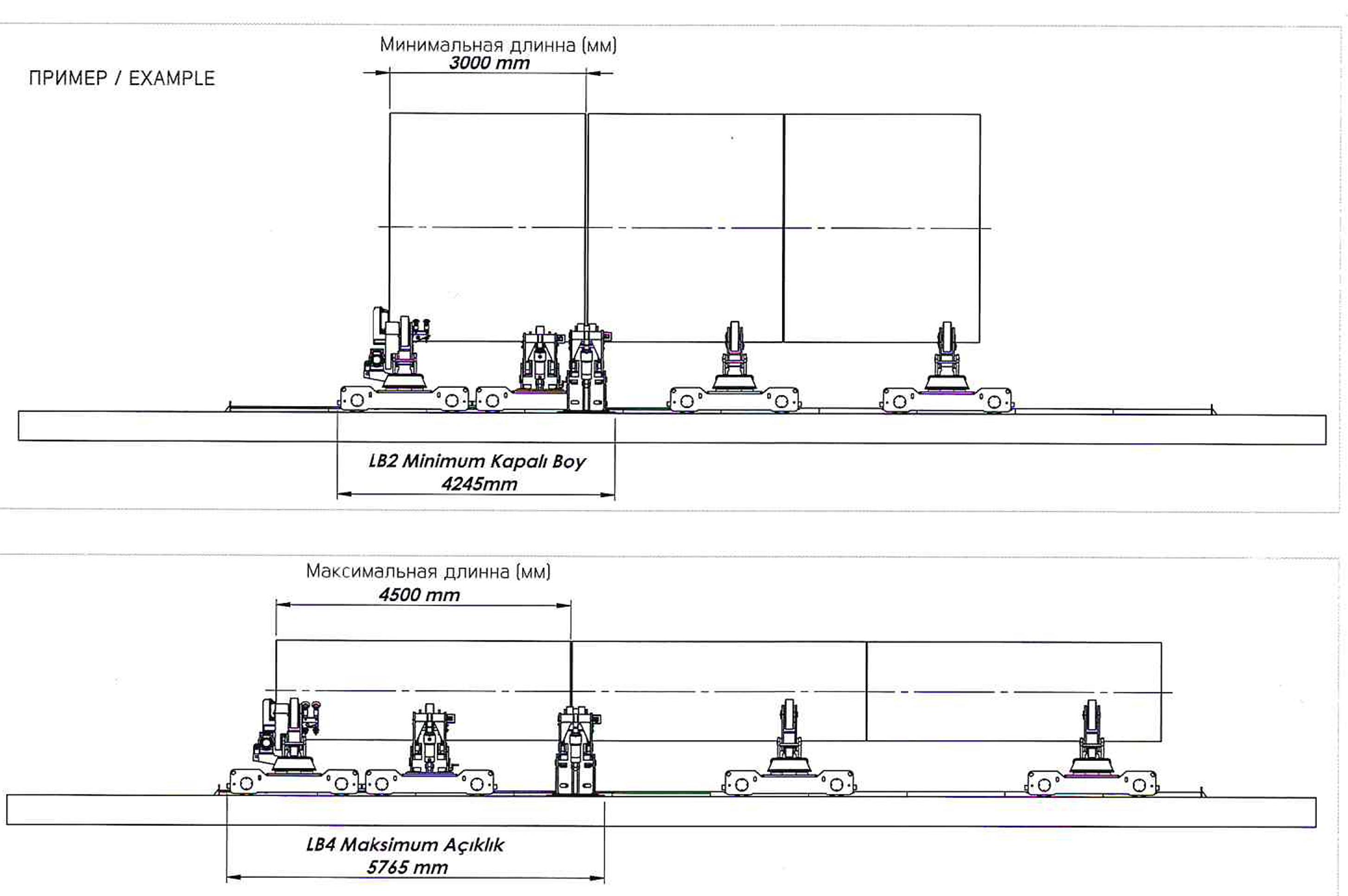
Процесс сборки начинается с установки одиночной обечайки на начальную секцию. Еще одна обечайка устанавливается на роликовые опоры рядом с первой. Следующим этапом производится сварка внутренних и кольцевых стыков при помощи сварочной колонны процессом сварки под слоем флюса одной дугой. Процесс повторяется, пока последняя обечайка не будет приварена к секции. Законченная секция поднимается краном или двигается по тем же рельсовым путям для инспекции. Система спроектирована для облегчения подгонки, выполнения прихваток и сварки кольцевых стыков обечаек. Она содержит специальную пару роликовых опор, одну фиксированную с подъемными роликами и одну подвижную с подъемными роликами, а также подвижную приводную роликовую опору и одну холостую роликовую опору на холостой тележке.
Подвижной блок подгонки:
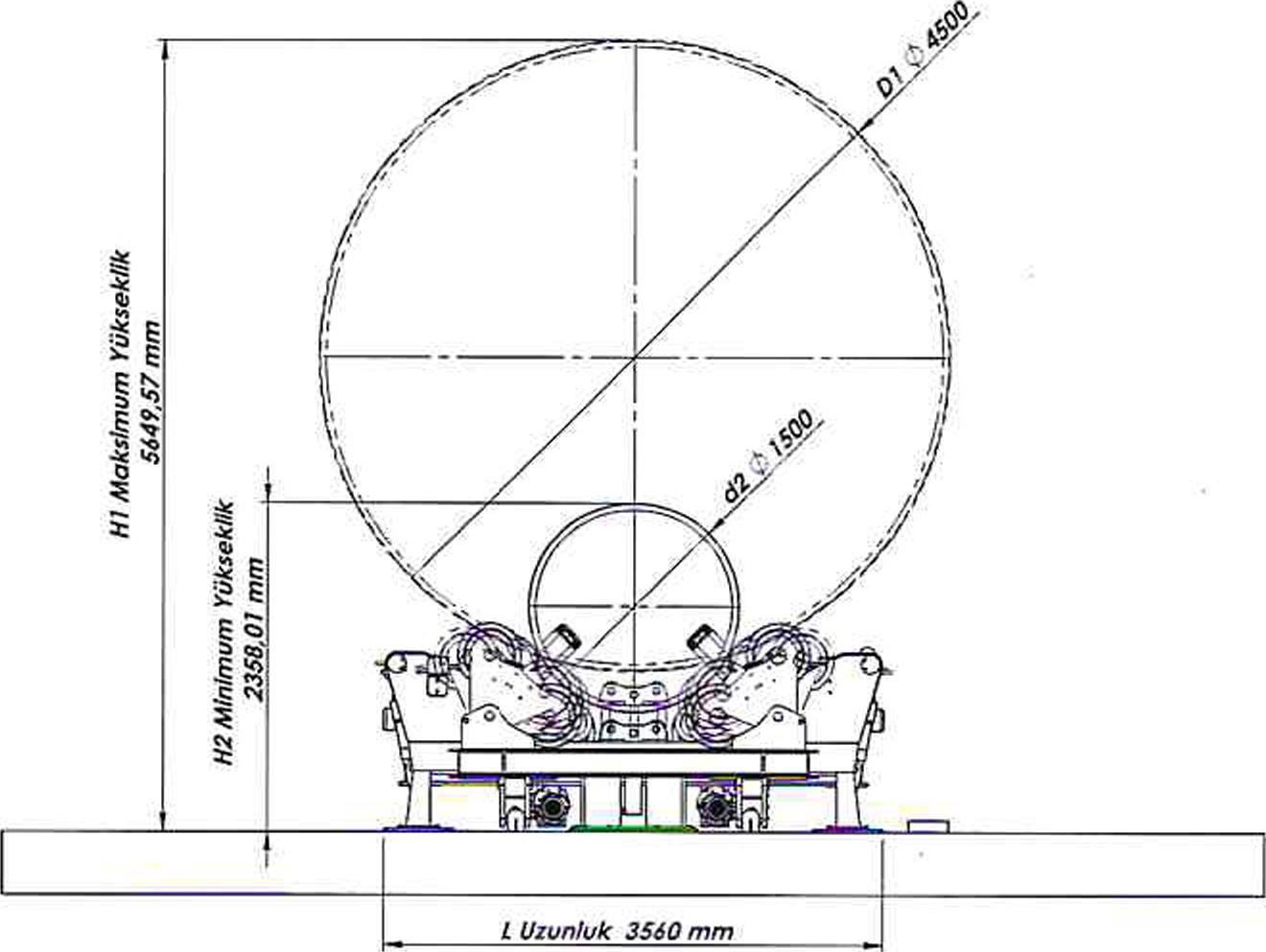
Нагрузочная способность 30 тонн в диапазоне диаметров Ø1800~3000 мм. Подвижной блок подгонки оснащен 4-мя роликами Ø350 мм, покрытыми полиуретаном. Тележки роликовых опор оснащены гидравлическими цилиндрами для подъема и опускания роликов. Блокировка нужна для безопасности.
Подвижной блок подгонки имеет систему гидравлических цилиндров для прижатия обечаек друг другу и прижатия на обеих сторонах для совмещения кромок
Стационарный блок подгонки:
Нагрузочная способность 30 тонн в диапазоне диаметров Ø1800~3000 мм. Стационарный блок подгонки оснащен 8-ю роликами Ø400 мм, покрытыми полиуретаном 2 оси для выравнивания краев обечаек. Гидравлические цилиндры работают независимо и используются для точной подгонки кромок по высоте. Гидравлические цилиндры с обеих сторон для выравнивания обечаек. Блокировка нужна для безопасности. Все электрические устройства установлены в пыленепроницаемом шкафу.